2019.02.20

最近、PLAやABSに変わりPETGという素材が3Dプリンター用のフィラメントとして人気が出つつあるのですが、前回購入したPETGフィラメント↓に続き、別の会社のフィラメントを購入してみました。
- 3Dプリンター用フィラメント素材「PETG」が柔軟性があって良い感じ 2 users3イイネ(usePocket)
現在PETGフィラメントはどこのブランドもホワイトとかブラックとか地味な色が品切れ気味です。PETGは物性的に実用品向きですし、地味な色が人気なんでしょうか?色ニーズ考えて生産して欲しいっすねぇ。
↓裏面、PETGのシール、印刷温度220〜250℃、ヒートベッド80-110℃推奨。現在印刷230℃で印刷しています。

↓箱です。箱や表面には「PETG」の表記はありません。きっと他の素材のフィラメントと共通なんでしょう。
↓印刷性は良好で収縮とかも無いのですが、PLAと比べて色々と問題も見えてきました。
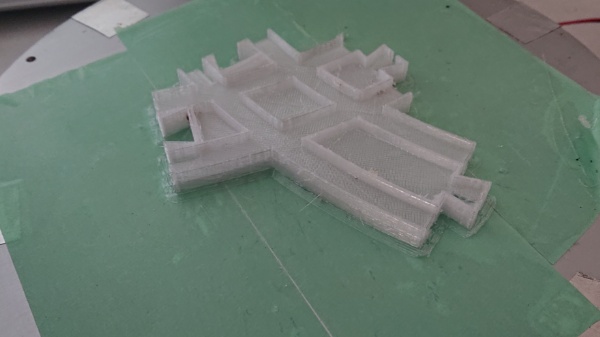
↓今回購入したのは透明な「クリア」フィラメントなのでよく分かるのですが、印刷物の中にたまに茶色い焦げたフィラメントの塊みたいなのが混ざってきます。これは何故混ざるんでしょう?前のフィラメント(PLA)がヘッドの中に残っていた?それともPETGのフィラメントの塊がヘッドの中で過剰加熱されてたまに出てくる?そこまで問題ではありませんが少し気になります。
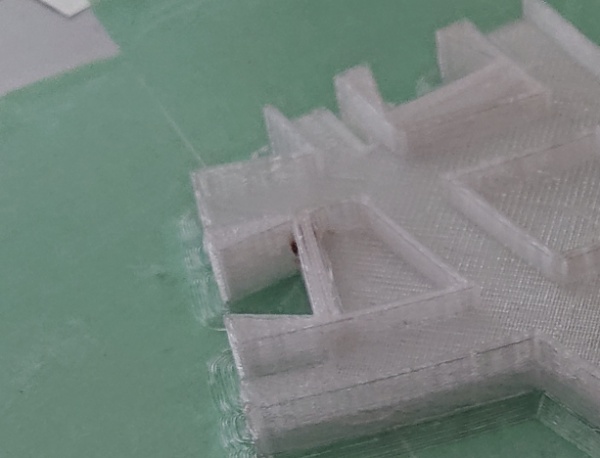
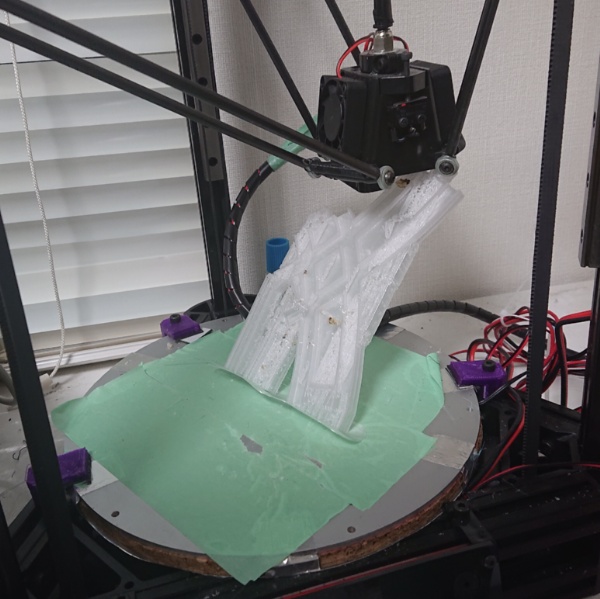
↓あと、ステージ(ヒートベッド)への接着がPLAに比べるとかなり弱いです。下記の写真は高さ20cmの平たくて高さのあるものを印刷した場合ですが途中ではがれて失敗してしまいました。このモデルはPLAでは何回印刷しても安定して印刷出来ます。
ヒートベッド上には「消え色ピットくん」を塗っています。最初ヒートベッド温度を60℃にしていたのですが、80℃にあげたら少しは安定したような気がしますが、それでも剥がれることがあります。フィラメントは恐らく冷えると軽く収縮してステージとの接着が弱くなりはがれやすくなると予想します。
また、PETG自体に収縮は無いので電気代節約的な意味もあってヒートベッドは印刷開始して3時間ぐらいでOFFになるようにしてたのですが、印刷中はずっとか加熱しておいた方が良いかもしれません。
ヒートベッドの温度を80℃以上に上げるのは一般的なんでしょうか?
またPETGの良いところはPLAに比べて柔軟性があるところなのですが、上記写真のような薄くて縦に長いものは印刷時に印刷ヘッドがオブジェクトに当たった時にビヨンビヨンとたわんで上に行くほど印刷のクオリティが落ちていくように思います。また前述したようにヒートベッドへの接着が弱いのでこの衝撃ではがれるのかもしれません。
うちの3Dプリンターがデルタ型で縦方向の印刷範囲が広いため特殊状況かもしれませんが、こういうタワむモデルを出力する時は複数のモデルを近接して横に複数並べるなどする必要がありそうです。出力範囲のもっと広い3Dプリンター欲しいなー。
Category:【1台目】3Dプリンター「3Dグレコ」でイロイロDIY
■ ■ ■ コメント ■ ■ ■
いいっすね!=20
001 [02.20 14:58]別件で@Excite:調べてた時に発見したのですが、3Mの3099ABって剥がれない、反らない、綺麗なんですね。 https://makers-with-myson.blog.so-net.ne.... っていっても過去(2017年)に紹介してるけど。 https://usepocket.com/c/UP784.html ↑(3)
002 [02.20 15:39]ふぇちゅいん(管理人) TW★70:おお!!ポチっ ↑(4)
003 [02.21 21:26]wilcom:黒いゴミはうちのcolorfabb ngenやHTフィラメントでも出ますね。PLAでは出ないんですね。。うちのケースでは、観察していると、糸引きがノズルの外に付着して、焦げて黒くなって、ふとしたタイミングに落下してました。だから、出力前にピンセットでノズル周りのフィラメント付着を取るようにしてます。PLAよりノズル温度が高いから発生するんですかね。 ↑(2)
004 [02.21 21:30]wilcom:それと、ヒートベッドはうちは80か、それ以上です。80度にするのは一般的だと思います。https://learn.colorfabb.com/how-to-print.... ↑(3)
デルタ型3Dプリンター「3Dグレコ」でうまく印刷するためのTIPS
(1)印刷するためのコード「.gcode」ファイルはフリーソフトCuraで落ちているデータ「.stl」から作れる。
(2)Curaの設定でスタートアップコードにステージの高さをキャリブレーションするためのG29コードを追加する。
(3)ヒートベッドが搭載されていないのでABSは印刷しにくい、PLAの方が綺麗にゆがみなく出力可能。
(3)ABS樹脂でもPLA樹脂でも、ステージには「消え色ピット」をまんべんなく塗り、乾かして使用する。ゴミが溜まってきたらステージを取り外し、水につけると綺麗に取り除ける。マスキングテープをはり、その上に「消え色ピット」を塗るとステージを外して掃除する手間が省ける。
(4)ヘッドが変な動きをしたらモーターとベルトをつなぐイモネジがゆるんでいる可能性があるので締める。
(5)Initial Heightを0.2mmにするとしっかりステージに印刷するオブジェクトが固定される。
(6)印刷前にgcodeファイルをRepetier-Hostなどで確認すると良い、ポイントはきちんとステージに設置しているか、Brimは十分かなど。
ありとあらゆるノウハウがあるのでこのページに書かれている事を最初から最後まで熟読すると良い。
本カテゴリーで直近コメントが書かれた記事
→カテゴリー:【1台目】3Dプリンター「3Dグレコ」でイロイロDIY(記事数:73)
本カテゴリーの最近の記事(コメント数)