2019.02.27
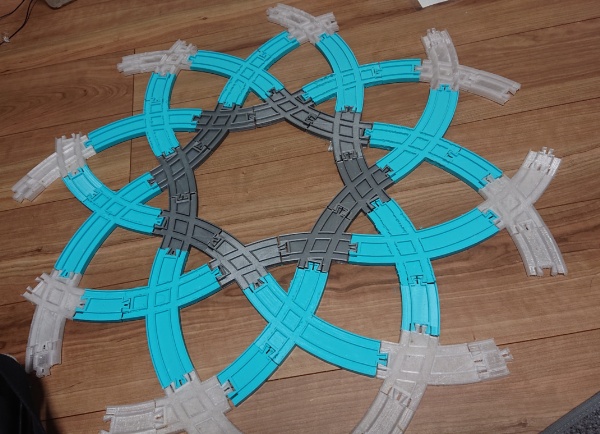
幾何学プラレールは進捗75%突破!!!!外周部の白い(透明フィラメント)レールからPETGフィラメントで出力しています。PETGの設定でトラブって無ければもう完成しているはずだったのですが。。。。
まあPETGフィラメントはPLAフィラメントほど簡単に何も考えなく出力出来るわけじゃないことが分かりました。
↓単純な高さの無いオブジェクトは普通に出力出来るのですが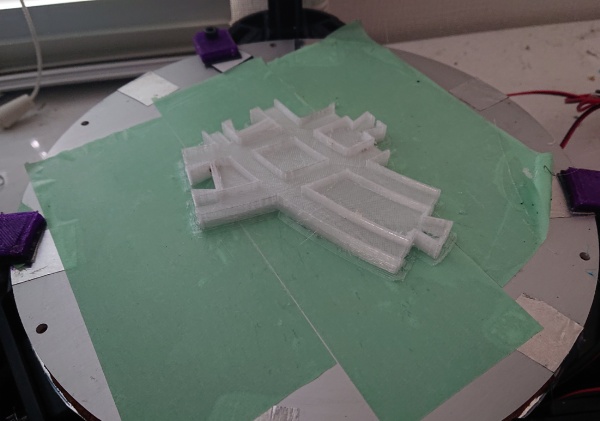
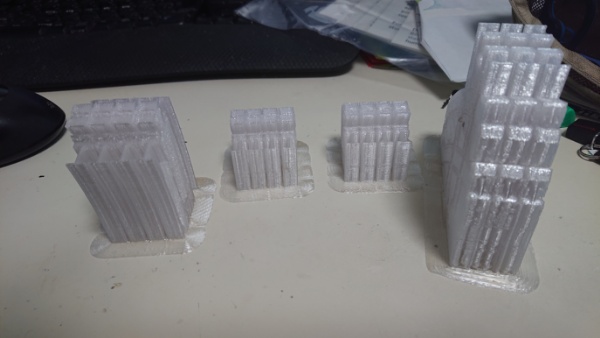
↓複数オブジェクトの同時出力や、高さのあるものを出力するとかなりの確率で失敗します。(途中から横にズレてしまっている)
これまでに試行錯誤で400gぐらいフィラメントを無駄にしてしまいました。末端価格で1000円ぐらいか。もったいない。。。。完全に解決したわけではありませんがかなり改善してきたように思います。出力改善のためのポイントは2つに分けられるように思います。
■■■■(1)ステージへの接着性向上■■■■
まずは教えてもらった3Mの接着性の高いプラットフォームシートを買いました。
↓3Dプリンターに使用するサイズのシートが3枚入って2000円ぐらい。
↓3Dプリンターのステージにシートを貼り付けたところ。1枚は繰り返し20回以上使えると書いてあります。1印刷30円って考えると安くないな・・・・
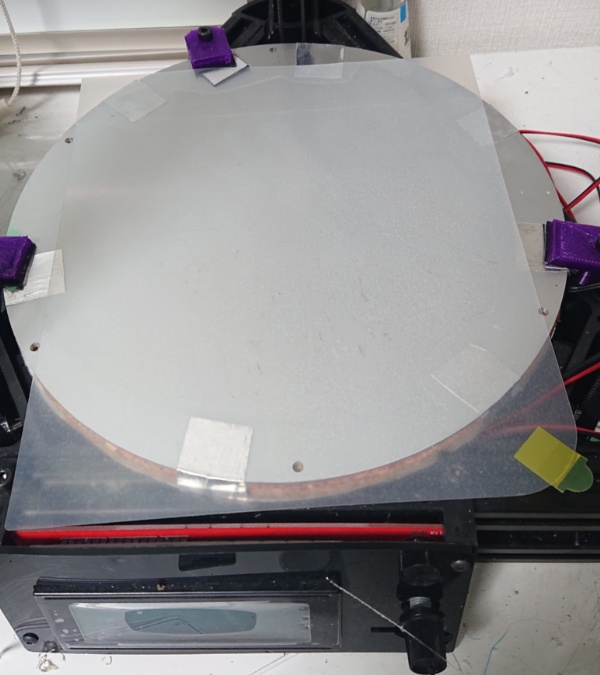
効果はありますが、普段使っているマスキングテープ+スティックのりよりもちょっと良い程度かな?これを使っても油断すると剥がれる時は剥がれます。しかしこんなポリエステルの単なるシートに接着剤付けただけで3枚2000円で売るとかいい商売だなー。代替品になるポリエステルシートがどこかに安価で売って無いかな?裏面は両面テープで良い気がするし?
あと、ステージの材質以外に考慮すべき事実として、PETGはステージが冷えると少し収縮して全体がバリっと剥がれるようです。ヒートベッド無しで高さのあるオブジェクトの出力をするのはかなり無理があると思います。ヒートベッドの温度は最初60度にしていましたが、80度にしてみたところ、かなり強固にステージに固定されるようになったと思います。触ってみるとPETGは60度ではかなり硬くなってますが、80度だと少し柔らかさを感じます。もしかしたら90度ぐらいあった方が良いかもしれません。
うちの3DプリンターはDIYヒートベッドで電気代節約のため、PLAで出力する時は最初の3時間ぐらいのみヒートベッドONで使ってましたがこれだとステージが冷えるタイミングではがれるので今は出力が完全に終わるまで80度を維持するようにしています。
しかしヒートベッドの温度を80度にしたところ、出力の途中で3Dプリンターがいったん停止するようになってしまいました。これの原因は予想でしかないですが、3Dプリンターの3つのステップモーターを駆動しているドライバが熱停止しているのかな?とこれらのパーツはヒートベッドの真下にありますからね。断熱用にコルクを挟んでいるとはいえ、かなり放熱性が低下している可能性があります。そこで
↓写真中心部に3つ見えているのがモータードライバの放熱フィンだとおもいますが、ここに・・・・
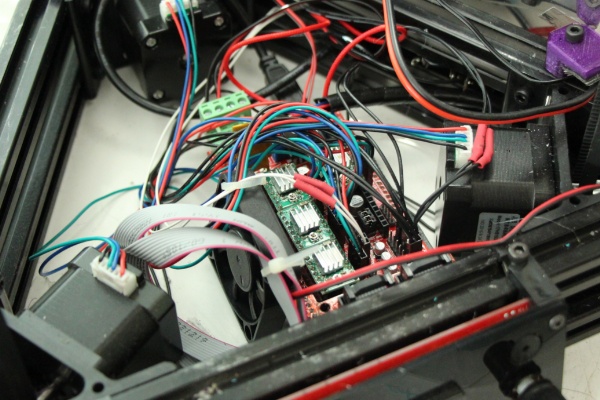
↓12Vのファンをつけました。ひどすぎるDIYですがwww
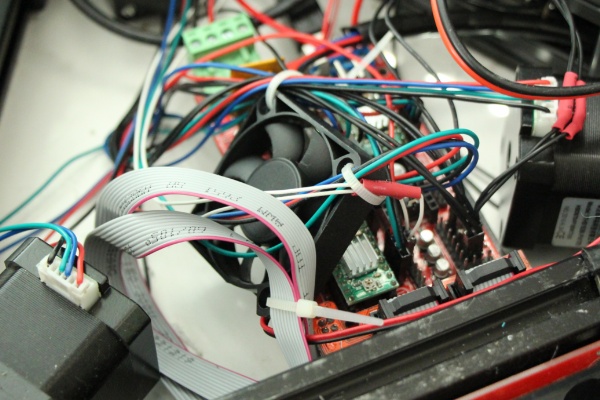
もう一つの理由は出力途中に3Dカードの認識がいったん解除しているようなのです。出力途中で停止しいた時に画面に「Card Removed」って表示されていることがありました。この時はさし直してSDカードを認識させ、再開ボタンを押したら続きが始まりましたが、認識が切れるタイミングによっては異常停止して再開出来ないのかもしれません。うちの3DプリンターのSDカードはもともと接触が良くない感じなのですが、これはちょっと解決方法が無いので困ってしまいます。本体が出力中に激しく振動するので、3Dカードスロットのあるモジュールを本体から取り外して離れたところに設置しても良いかも
■■■■(2)フィラメントの出力状況の調整■■■■

上記写真は頻繁に発生する失敗した後の状況。横に茶色くなった大きな塊があります。この塊が出来る瞬間、ズレる瞬間を目にしたわけではないのですが、この茶色い塊は非常に硬いので、ヘッドがぶつかって進めずズレていると考えています。
この塊が出来る理由の予想なのですが、PETGはPLAよりも粘性が高く、供給されるだけのフィラメントをヘッドから出力出来ておらず、ある一定以上の圧になると「梨汁ぶしゃー」っと一気に出てきて障害物となるのかな?と。現に、広い面積のInfill(隙間なくフィラメントを塗りつぶす動作)の時にきまって起こっているように感じます。あとはもしかしたら今使っているフィラメントの口径が微妙に太い?
↓現在の設定(変更後)
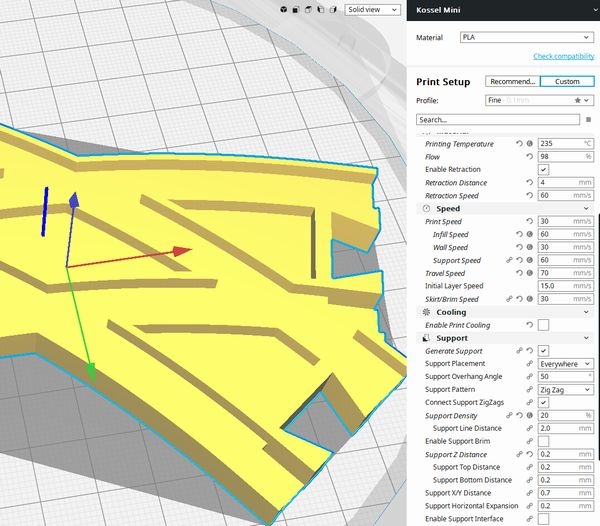
変更したポイントは出力温度230度→235度(粘性低下を期待)、フィラメントのフローを100%→98%、Travel Speedを120mm/s→70mm/s、Infillを100%やめて80%に。
以上の工夫でステージからの剥がれは起こらなくなったものの、途中でズレる(脱調って言うらしい)は定期的に起こってフィラメントを無駄します。う〜ん。PLAの偉大さがよく分かりました。
ただ、PETGは出来上がりの物性の他にもサポート外しやすいしPLAと同様にジクロロメタンで溶着出来るし、良いことずくめなんだけどね。
↓成功した複数出力の例。
Category:【1台目】3Dプリンター「3Dグレコ」でイロイロDIY
■ ■ ■ コメント ■ ■ ■
いいっすね!=19
001 [02.27 12:47]梨汁:久々に聞いた ↑(5)
002 [02.27 20:47]ぽな@Biglobe:ざらざらの窓用防犯シートも使えますが、粘着力強すぎで剥がしにくいっすね。 ↑(4)
003 [02.28 14:56]nn@OCN:両国にプラレール記事https://kaden.watch.impress.co.jp/docs/c.... ↑(3)
デルタ型3Dプリンター「3Dグレコ」でうまく印刷するためのTIPS
(1)印刷するためのコード「.gcode」ファイルはフリーソフトCuraで落ちているデータ「.stl」から作れる。
(2)Curaの設定でスタートアップコードにステージの高さをキャリブレーションするためのG29コードを追加する。
(3)ヒートベッドが搭載されていないのでABSは印刷しにくい、PLAの方が綺麗にゆがみなく出力可能。
(3)ABS樹脂でもPLA樹脂でも、ステージには「消え色ピット」をまんべんなく塗り、乾かして使用する。ゴミが溜まってきたらステージを取り外し、水につけると綺麗に取り除ける。マスキングテープをはり、その上に「消え色ピット」を塗るとステージを外して掃除する手間が省ける。
(4)ヘッドが変な動きをしたらモーターとベルトをつなぐイモネジがゆるんでいる可能性があるので締める。
(5)Initial Heightを0.2mmにするとしっかりステージに印刷するオブジェクトが固定される。
(6)印刷前にgcodeファイルをRepetier-Hostなどで確認すると良い、ポイントはきちんとステージに設置しているか、Brimは十分かなど。
ありとあらゆるノウハウがあるのでこのページに書かれている事を最初から最後まで熟読すると良い。
本カテゴリーで直近コメントが書かれた記事
→カテゴリー:【1台目】3Dプリンター「3Dグレコ」でイロイロDIY(記事数:73)
本カテゴリーの最近の記事(コメント数)