

2021.03.26
3Dプリンターの非接触近接スイッチSN04-Nが壊れたので交換。これって消耗品なの?

Amazon.co.jpで売っているのはどれも中国直送品だね。お届けまで2週間って感じ。それならAliexpressで買えば送料入れても500円以下。最近すっかりAmazonよりもAliexpressかBanggoodで買うことが多くなったなぁ。

また壊れた時のために1つ予備を注文しておこうかな。
2021.02.20
今日の3Dプリンター。残り少なくなったオモチャのコインを補充
残り1個になったので、真似するサンプルがあるうちに複製
地味に便利
微妙に厚くて、たまに引っかかるのでヤスリで削って少し薄くしました。
そもそも室内なのに徐々に数が減っていく謎を解きたい。
2021.01.28
3Dプリンターを置く台をヤザキのイレクター(orスペーシア)でDIY
幅は良いんだけど、奥行き50cmって台がまったく売って無くて結局自分で作る事にしました。
↓完成図。メンテナンスしやすいように低い台にしました。
↓購入した28mmパイプとジョイント(全部ではない)横方向は60cmパイプ、奥行き方向は45cmパイプ、高さ方向は45cmパイプ。
(省略されています。全文を読む)
2021.01.21
3Mの3Dプリンタ用プラットフォームシート(3099AB)330×270mm(2021年物欲5)
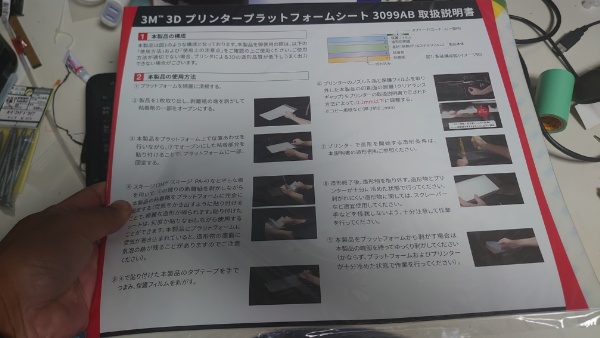
3枚で6600円。高いよママン。。。。。フィラメントが2kg買える値段だよorz
しかし失敗して時間とフィラメントを消費するぐらいならと購入。1枚で1年以上使えるから3枚もいらないんだよねぇ。。。
↓新しい3Dプリンターはステージが30cm×30cmあるのですが、そんな大きなシートは持ってないのでこれまで昔使っていた3Dプリンター用の20cm×20cmシートを貼って使い、まわりはマスキングテープで覆うという使い方をしてました。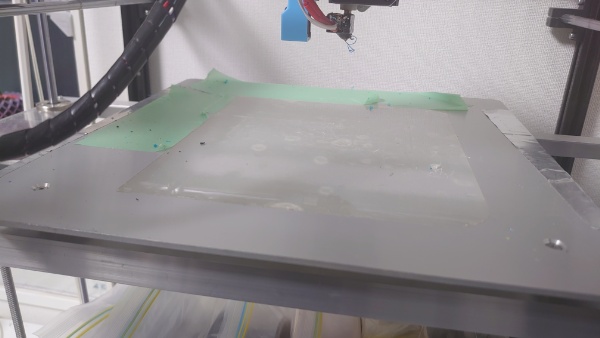
(省略されています。全文を読む)
2021.01.05
3Dプリンターでサポート材の上の下を向いた面を綺麗にしたい時は「サポートルーフ(Support Roof)」が良い
こんな複雑な構造物のサポート材もべりっ♪とワンタッチで外れます。(右が目的物。左がはがしたRaftとサポート材)
↓下記は現在の設定、フィラメントはPET-Gです。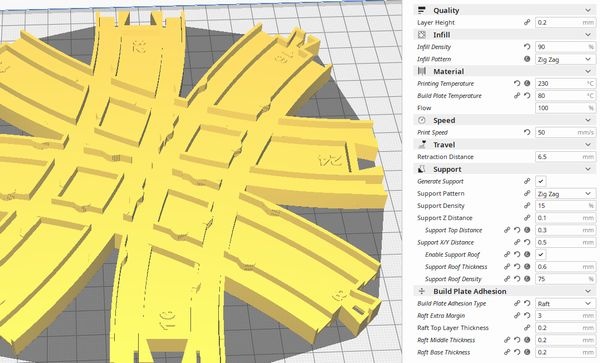
ちと見にくいか
Quality
-Layer Height 0.2mm
Infill
-Infill Density 90%
-Infill Pattern Zig Zag
Material
-Printing Temperature 230 degree
-Build Plate Temparature 80 degree
-Flow 100%
Speed
-Printing speed 50 mm/sec
Support
-Support Pattern Zig Zag
-Support Density 15%
-Support Z Distance 0.1mm
-Support Top Distance 0.3mm
-Support X/Y Distance 0.5mm
-Enable Support Roof
-Support Roof Thickness 0.6mm
-Support Roof Density 75%
Build Plate Adhesion
-Build Plate Adhesion Type: Raft
-Raft Extra Margin 3mm
-Raft Top Layer Thickness 0.2mm
-Raft Middle Thickness 0.2mm
-Raft Base Thickness 0.2mm
ラフトは必ずしも必要じゃないです。今回のように面積の広くて薄い構造物ではがすのに苦労する時には良いですが、フィラメントいっぱい消費するしね。
(省略されています。全文を読む)
2021.01.03
IKEAの家具に追加するための3Dプリンタパーツデータを配布する「upgradera.co」

Uppgradera 1 users15イイネ 
More 3D Printed IKEA Hacks Make Life Better | Hackaday 1 users43イイネ
2020.12.20
独立型でダイレクト方式のデュアルエクストルーダーを搭載「WEEDO X40」

しかしヘッド重くなるのでデュアル化しにくいというデメリットがあるな
2020.12.04
教えて!Arduinoとかのファームウェアをアップデートする時に設定ファイルを簡単に移行する方法
手持ちの3Dプリンターは現在、購入時に付属していたMarlin 1.1.2で動いているのですが、調べると現在はversion 2.0.7.2らしい。今使っているファームウェアはは2016年版とのこと。
Marlin 1.1.2→Marlin 2.0.7にして何か大きなメリットある?
ただ色々な3Dプリンター固有の設定が記載されているconfigulation.hというファイルを比較するとずいぶん設定項目の記載方法が変わったり、項目が増えたりしている。configuration_adv.hも書き写す必要あるのかな?
こういう時って手作業で一つ一つ「#define」項目をマッチングさせて最新ファームウェアに書き写していくしか無いの?
2020.12.02
3Dプリンターの非接触タイプの近接センサーが壊れた

稼働部位無いのに壊れるとは。印刷開始のレベリング時に突然ステージに衝突しだして、挙動を観察すると3回に1回ぐらい近接を感知出来てない感じで、長年のDIY感で近接センサーがハードウェア的に壊れた?と思って交換したら直りました。
不思議な事に近接すると正常に赤いランプはON/OFFするのに、ON/OFFシグナルはきちんと出力出来ないようになっていたみたい。
中どういう仕組みなんだろう。磁石?電磁石?もともと長持ちはしない部品なのかな?
2020.11.19

英語ではこういう「プラモデル」のことを「Kit card」と言うっぽい。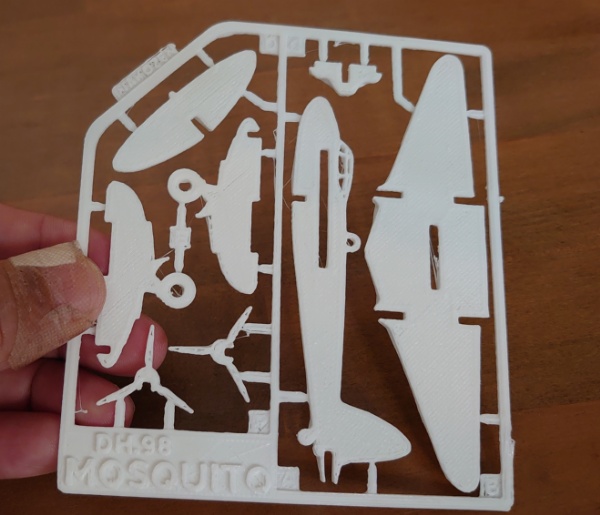
データはこちら

こちらはMIG-29の別のデータ。本体のみを出力すると3Dプリンターのステージからはがす時点でパーツごとにバラバラになってしまうのでスライサーの設定でこのような「ラフト」を付けて出力すると良いです。フィラメントもったいないけど。

(省略されています。全文を読む)
2020.11.11
植木鉢を3DプリンターでDIY。フィラメントをケチると水が漏れるな
窓枠に置く鉢植えを3DプリンターでDIY
素材は左1つがPLAで真ん中と右がPET-Gです。
多色フィラメントはこういう時に映えるね。
データはこれを我が家の窓枠の大きさに合うように直径12cmぐらいに拡大して出力。
↓二重構造になっています。
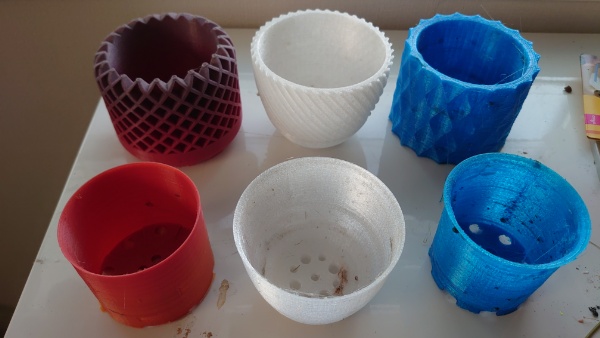
外側の分厚い容器はフィラメントを節約するためにinfill=20%で出力したのですが、PET-Gの2つが水が漏れるね。う〜ん再出力は面倒だしジクロロメタンに付け込んだら穴塞がるかな?
ジクロロメタンで穴をふさぐ作戦は以前やってます。
↓屋外に置くプランターをPLAで作っても長持ちしないのは知ってるけど屋内なら長持ちするかな?PET-Gの耐久性はどうだろう?


2020.11.04
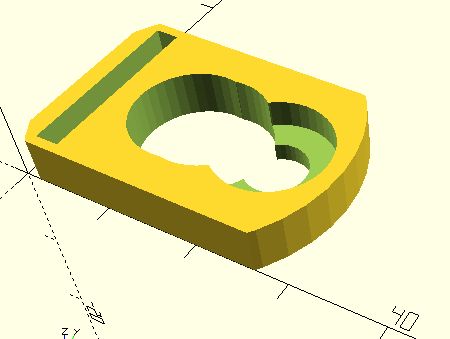
水筒の肩掛けパーツが壊れたので3Dプリンターで交換パーツをDIY
↓完成。オレンジの部分を3Dプリンターで作りました。ツマの俺を見る「ヒマねぇ」って視線が許せない。。。
デザインはいつも通りOpenSCADで。Fusion360は無料で使えるんだけど定期的に「無料ライセンス更新」とか作業させられてライセンス関係がよく分からなくていかがわしいし、ごちゃぐちゃしていて好きじゃないので(単に慣れてないだけだけど)。OpenSCAD大好きです。でも他に使い勝手の良いフリーの3DCADあったら教えてください。
↓デザインはこんな感じ。初期デザイン作成に15分、大きさの微調整のためデザインを微修正して3回ぐらい出力したかな?角が90度で尖っているのが嫌だったのでデカい円形からくりぬくという適当な事をしています。
$fn=40;
difference(){
difference(){
cube([30,20,5]);
{
translate([2,1,0]){cube([2.5,18,7]);};
translate([13,10,0]){cylinder(h=12,r=6);};
translate([15,10,0]){cylinder(h=12,r=6);};
translate([22.3,10,0]){cylinder(h=12,r=3.2);};
translate([22.3,10,2]){cylinder(h=6,r=6);};
}
};
difference(){
translate([14,10,0]){cylinder(h=8,r=21);};
translate([14,10,0]){cylinder(h=8,r=16);};
}
}
↓OpenSCAD上のレンダリング
(省略されています。全文を読む)
2020.10.21
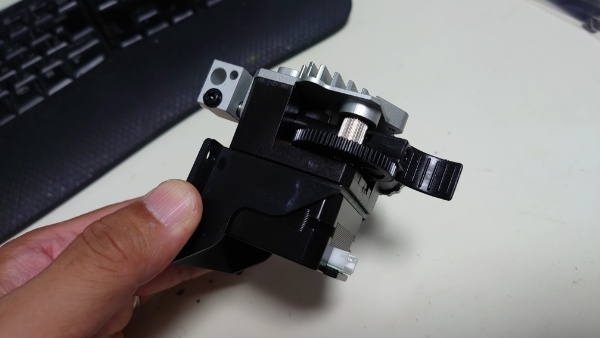
ボーデン式の3Dプリンターをダイレクト方式のTitan aero extruderに改造する3。問題が5つ
動くようになってきましたが色々と問題も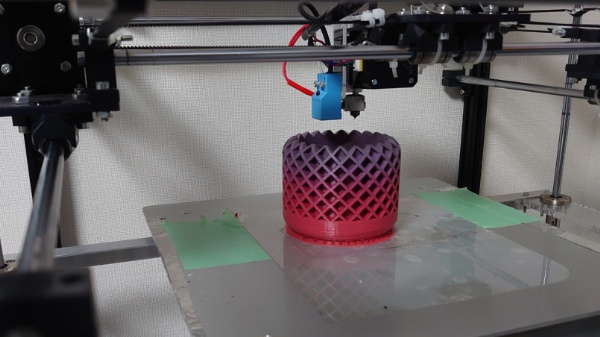
★問題1:フィラメントに引っ張られて高さがズレる。
↓最初このようにエクストルーダーから真っすぐにフィラメントロールに繋がっていたのですが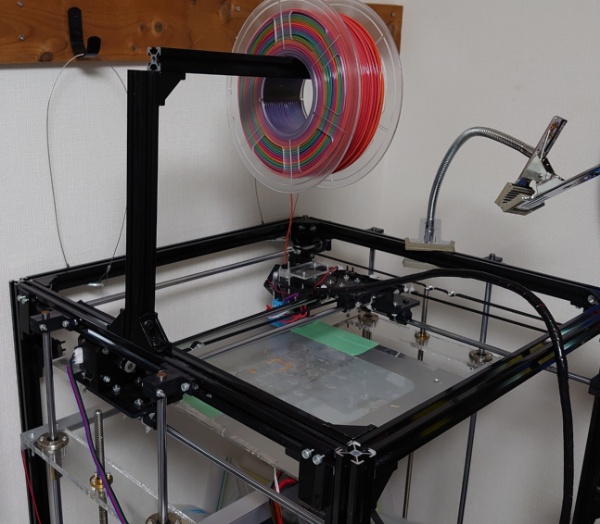
このままだとフィラメントにテンションが張った場合、エクストルーダーが上に引っ張られて高さが定期的にズレることが判明。フィラメントのロールを滑らかに回るようにするという選択肢を考えましたが、なかなかフィラメントによって穴の径が違うので汎用的な仕組みを設置するのが難しかったです。
↓結局こんないい加減な方式で解決させました。針金のループを設置。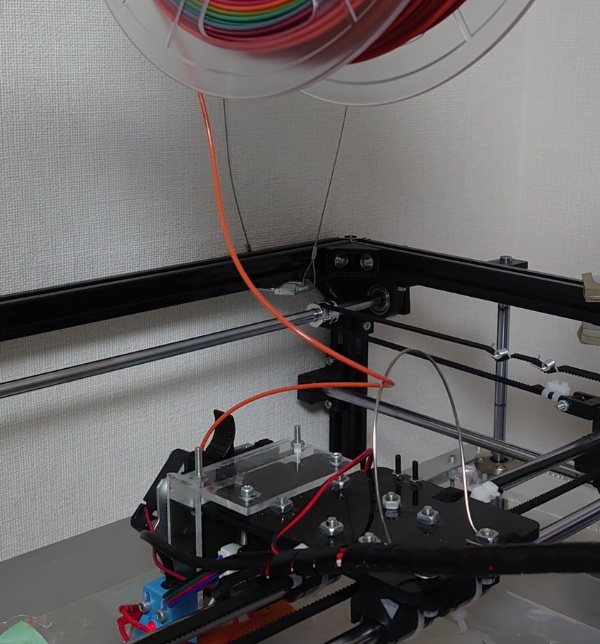
エクストルーダーに直接フィラメントを吸い込ませるのではなく、いったん可動部分が固定されている軸となる部分を経由させることで横に飛び出したエクストルーダーの高さが影響を受けにくくします。ただこの方式は完璧ではないようで、いまだに高さが一時的にズレているような部分が見られます。う〜ん。
(省略されています。全文を読む)
2020.10.10

2020.09.01
「ボーデン方式」3Dプリンターを「ダイレクト方式」に改造する(その2)出力成功したけど色々とまだおかしい
↓一応PLAフィラメントで出力に成功。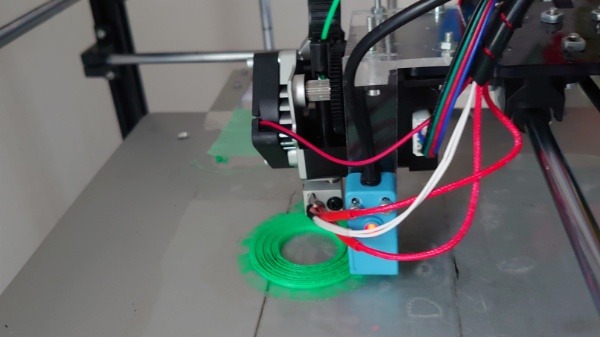
↓前回の続きです。


(省略されています。全文を読む)
2020.08.19
フレキシブルなTPUフィラメントを使うために手持ちの「ボーデン方式」の3Dプリンターを改造して「ダイレクト方式」にする
↓我が家の3Dプリンターは「ボーデン方式」というやつで。下記のように離れた場所から白いチューブを通じてフィラメントを押し出し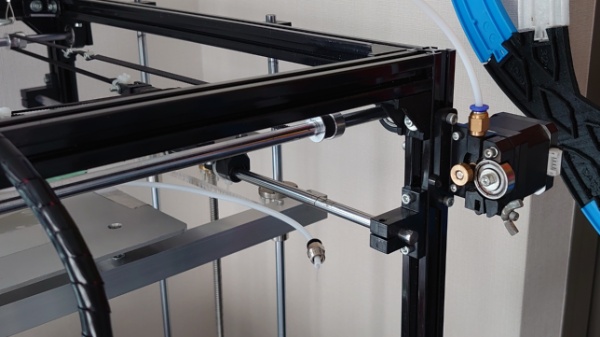
↓加熱ヘッドから押し出されます。PLAやABS、PETGなどの硬いフィラメントだとこの方式で楽しく遊べるのですが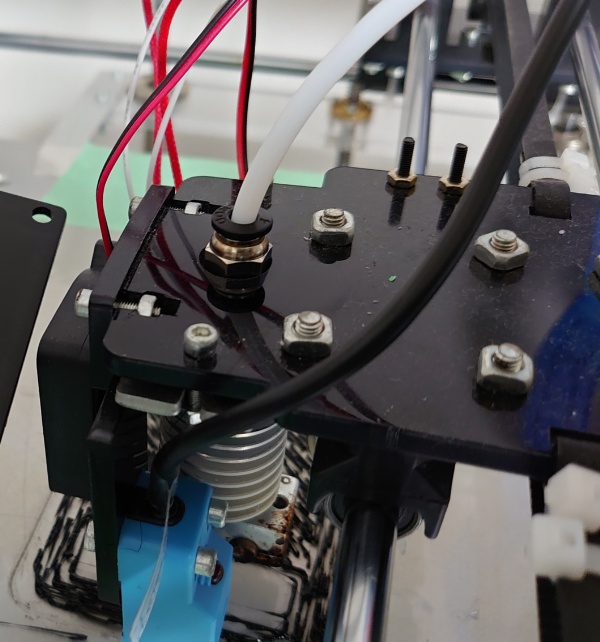
フレキシブルなフィラメント「TPU(熱可塑性ポリウレタン)」ではうまく出力出来ませんでした。


↓購入したのはこれ。

(省略されています。全文を読む)
2020.07.08
3Dプリンターのノズルを0.6mmとか0.8mmの大口径に変えてもTPUでの印刷は安定化しなかった。
この前からTPUフィラメントで安定して出力出来るように色々と試行錯誤しています。
- リトラクションを短くする。
- 出力速度を遅くする(20mm/sぐらい)。
- 出力温度を上げる
そこで押し出しに負荷がかからないように、いつも使っている口径0.4mmのノズルから大きくして0.6mmや0.8mmを使ってみました。

購入したのはこれ↓Aliexpressで1.33ドル、送料0.91ドル。

(省略されています。全文を読む)
2020.06.17
TPUがスムーズに出力出来そうな交換用3Dプリンターのエクストルーダーが日本への送料込み3000円ぐらい

2020.06.09
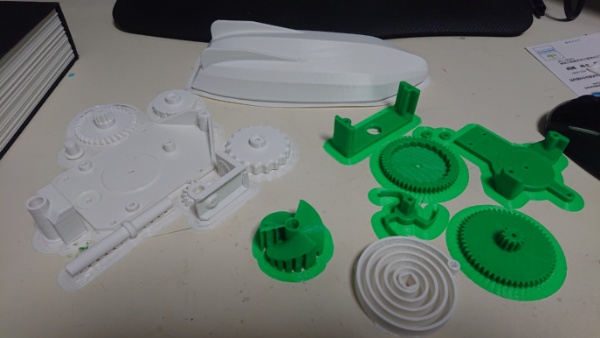
お風呂で遊べる3Dプリンターで全パーツを作る「ゼンマイ式」ボート【2025.09.05更新】
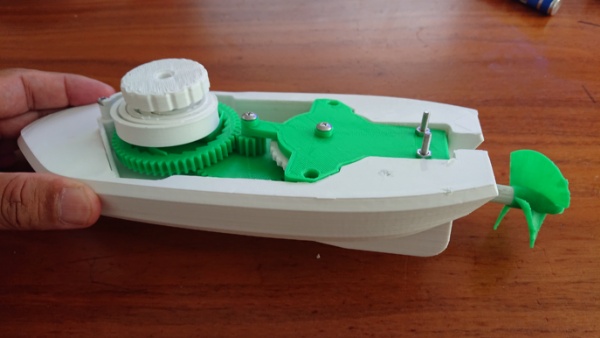
データはこれ↓

(省略されています。全文を読む)
2020.05.28
1円(通信料込み)のRakuten Miniを新小1の息子に持たせるためのキッズケースをTPUで3DプリンターでDIY
初めて「やわらかな」な3Dプリンター用フィラメント素材である「TPU(熱可塑性ポリウレタン)」を使ってみました。デザイン時間15分、出力時間2時間。材料費40円。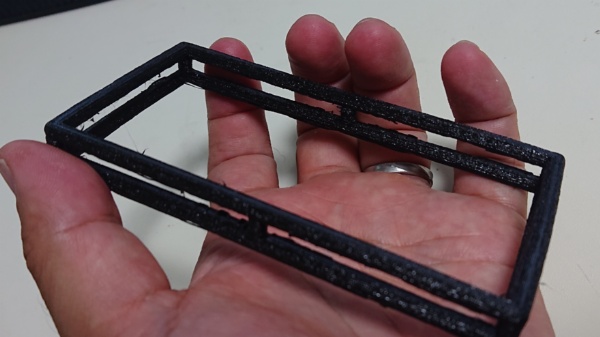
↓この素材すげーな。ふにゃふにゃ。こんな素材があるなら3Dプリンターの利用用途がさらに広がるね!
(省略されています。全文を読む)
2020.05.24
塩ビパイプ13mmの3方向(コーナー)エルボ(継手)を1個66円で3Dプリンターで作製

塩ビパイプはものすごく安いのでDIYに良いのですがこの90度3方向のエルボ(継手)が普通のホームセンターには売ってないんですよね。配管には普通使わないんでしょうかね。このパーツは塩ビパイプでボックス構造を作るのに重要です。
通販で唯一アクアグッズを扱う「チャーム」で1個323円で買えますが、ちと高い。普通のエルボは1個100円ぐらいですから。
![[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]](https://hbb.afl.rakuten.co.jp/hgb/10915b23.0fb09b92.10915b24.5d8a9434/?me_id=1211165&item_id=10096804&m=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fchanet%2Fcabinet%2F567%2F56789-1.jpg%3F_ex%3D80x80&pc=https%3A%2F%2Fthumbnail.image.rakuten.co.jp%2F%400_mall%2Fchanet%2Fcabinet%2F567%2F56789-1.jpg%3F_ex%3D240x240&s=240x240&t=picttext "[商品価格に関しましては、リンクが作成された時点と現時点で情報が変更されている場合がございます。]")

今回PETG素材でInfill=20%で作っています。人間の腕力では壊せないぐらいの強度はありそうに出来ました。必要なフィラメントは1個22gなので、1kg=3000円として1個66円ぐらい。この値段だとホームセンターで買えるパーツなら買っても作っても同じ値段かも。中に水を通す用途で作るならinfill=100%が良いかも
使ったデータはこれ↓
このモデル自体は海外規格のパイプ用なのか3/4インチ(19.05mm)パイプ用らしいので、日本で安く売られている13mmの塩ビパイプになるように68.24%縮小して出力してみたのですが、3方向のうち1方向はほぼピッタリなものの、残り2方向はゆるゆる。

何度か出力を繰り返してうちのプリンターではX,Y,Z方向にそれぞれ67.7%,67.8%,68.1%に縮小すると3方向ともしっかり固定される程度の大きさになるようです。データ上はX,Y,Z方向のサイズが50.7706mm×50.8412mm×51.075mmになっているはず。理論上の寸法より0.02〜0.1mmほど小さく出力しているわけですが、XYZ方向のこういう出力ズレってファームウェアで微調整出来るんでしょうか?
中に水を通す用途で使ってないので水漏れするかどうか不明ですが、ピッタリには出来ているのでジクロロメタンとか塩ビ用接着剤とかでしっかり接着してやれば水漏れはしない気がします。
塩ビパイプの接手としては↓これが実用的だなと。これも同じように68.24%縮小すれば安価にドームテント作れるかも。
2020.05.15

ムスコが病院船だったころのタイタニックを作れとか無茶いうので3台目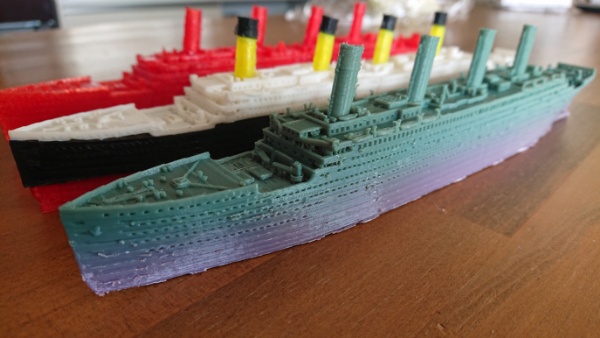
データは以前と同じやつ


フィラメントは以前購入した徐々に色が変わっていくやつ
以前も書いたように50gごとに代わる感じなので1回しか変化しなかった。

↓PLAが一番細部の造形が綺麗だな。
2020.05.13
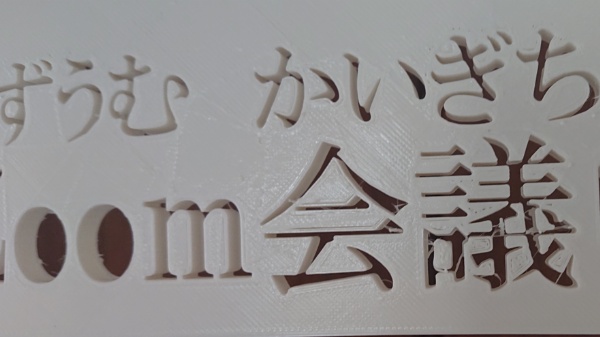
テレワークに必須な自室に掲げる「Zoom会議中」の札を3DプリンターでDIY(出力データあり)

テレワークで自宅でWeb会議中にムスコやツマに踏み込まれて困るのでサクっと作りました。6歳の息子が読めるように「ふりがな」まで入れておいたw。
デザインに15分、3Dプリンターでの出力に5時間って感じ。何気に表面積が大きくて厚みも3mmあるんで時間がかかった。
デザイン↓ソフトはフリーのOpenSCADです。この程度ならデザインソフト使わずスクリプト直書きしちゃう。
----------------------
difference(){
linear_extrude(3){polygon(points=[[-5,-5],[75,-5],[75,25],[50,50],[20,50],[-5,25]]);};
moji();
}
translate([35,60,00]){
difference(){
difference(){
cylinder(r=20,h=3);
cylinder(r=15,h=20);
};
translate([-20,-12,0]){cube([15,15,15]);};
}}
module dummy(){
txt="Zoom会議中";
txt2="ずうむ かいぎちゅう";
linear_extrude(height=7){text(txt,font="HGPMinchoB");}
translate([5,13,0]){linear_extrude(height=7){text(txt2,size=6,font="HGPMinchoB");}}
}
----------------------
出力ファイル(.stl)も置いておきます。
「Zoom会議中」の札3Dプリンター出力ファイル(.stl)(zipファイル直リンク)
上記のファイル自体はドアノブにかけるには少し小さいので出力時に好きな大きなに拡大してください。俺は縦横18cmぐらいに拡大して出力しました。その時の必要なフィラメント量は70gぐらい材料費140円ぐらいかな。
↓しかしよく見ると分かるんだけど、アルファベットの「O」とか、「議」とか飛び地になっている部分があるんだよね(「議」は糸ひいたフィラメントでかろうじてつながっている)。こういうのを手っ取り早くつなげる方法はないかねぇ。もしくは飛び地の無い3Dプリント用のフォントとか無いかな?
2020.05.10
ペットボトルの口に取り付けるロートを3DプリンターでDIY(材料費20円)
ペットボトルは万能容器なんだけど口が小さいのがたまに困るんだよね。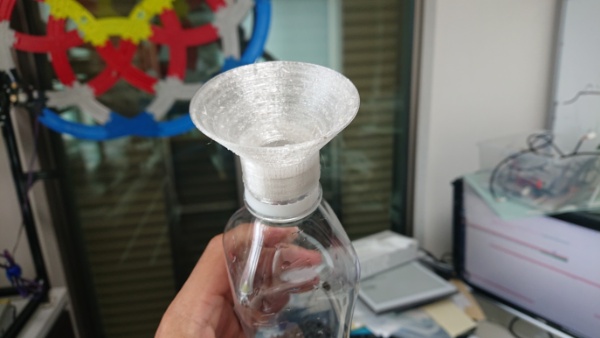

使ったデータはこれ↓

100円ショップに売っていたりする?
2020.04.03
窓に貼るポリエステルフィルムは3Dプリンターのステージに貼るシートには適さなかった
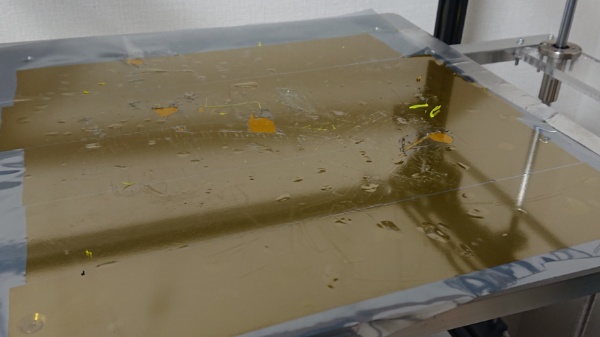
タイトルが全てです。薄すぎるためかはがす時に局所的にはがれちゃいます。
カプトンテープ(ポリイミドテープ)のみを貼る案も試してみるかな。
2020.03.31
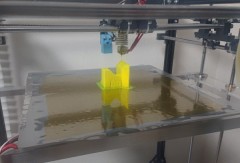
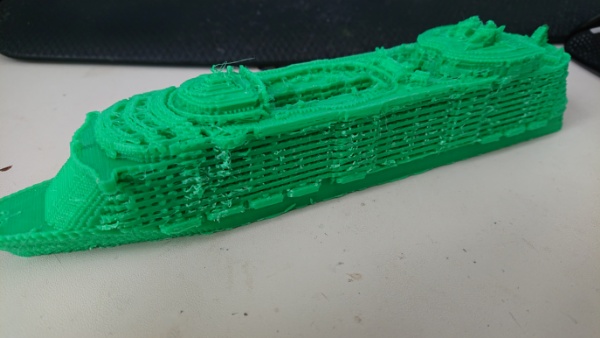
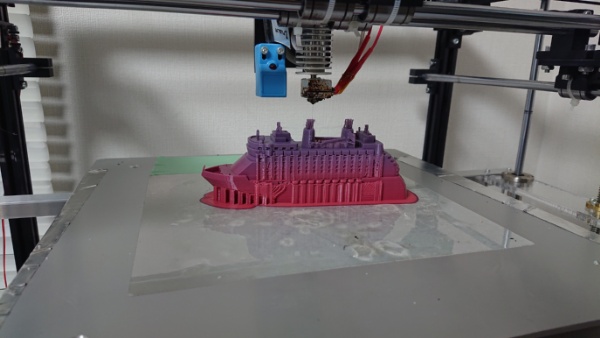
豪華客船「オアシス・オブ・ザ・シーズ」の詳細模型を3DプリンターでDIY。マインクラフトのモデルを3Dプリント?
豪華客船にあこがれる身としては、今回のコロナ騒ぎを船会社がどうにか乗り越えてくれると良いなと願っているのですが、どうなんでしょうか。もう開き直ってコロナ収容所として政府に貸し出しちゃう?
今回出力したデータはこれ↓
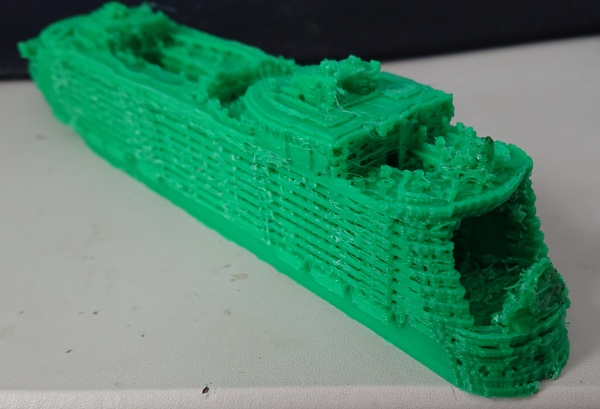
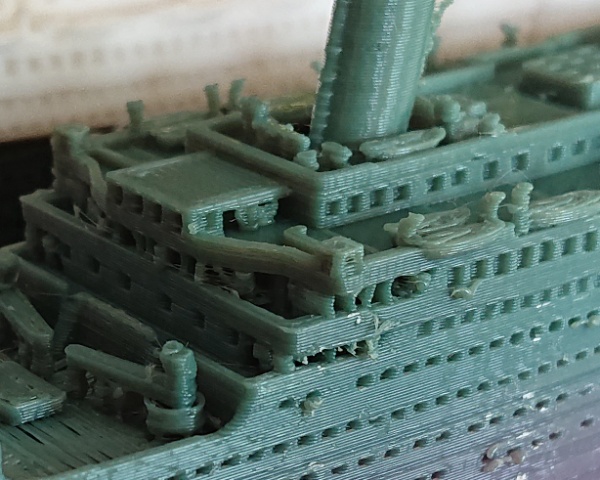
↓この3Dデータ、どうやって作ったか知らないけどマインクラフトみたいにブロックを積み重ねて出来てるんだよ。それでいて異常に細かくて除去しきれないサポート材があちこちに。しかも内部まで複雑な構造になっているのでものすごく出力に時間がかかりました。

ちと見た目は汚いです。フィラメントはPLAです。2倍ぐらいの大きさで出力したらサポート材も外しやすくてもっと綺麗に出来るかもしれない。
PLAはいつもサポート材が外しにくいんだけど、もしかして出力温度を現在の200度から190度ぐらいに落としたらサポート材外しやすくなるかな?
あ、マインクラフトのデータを3Dプリント可能な.stlに変換する「Mineways」ってソフトを発見。
「マインクラフトのワールドデータを利用」って書いてあるんだけど、このデータを取り出せるのはPC版のマインクラフトだけなのかな?PS4版のマインクラフトとかのデータを取り出せるならムスコ(6歳)に何か作らせるのも面白いかもしれない。
あ、PS4のマインクラフトもUSBメモリ経由で「ワールドデータ」を取り出せそう。
ふむ、これは息子にマインクラフトやらせて、何か作らせるか。
2020.03.24
イグアス、3Dプリンタで出力出来るマスクのデータを無償公開
男性用と女性用のデータが別だね。
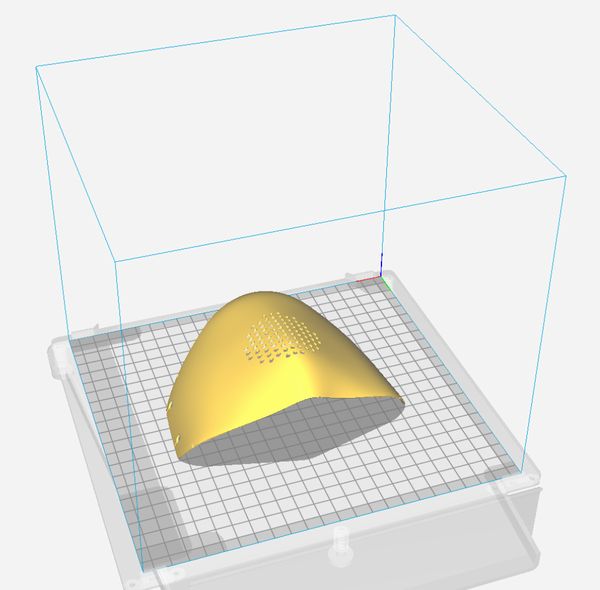
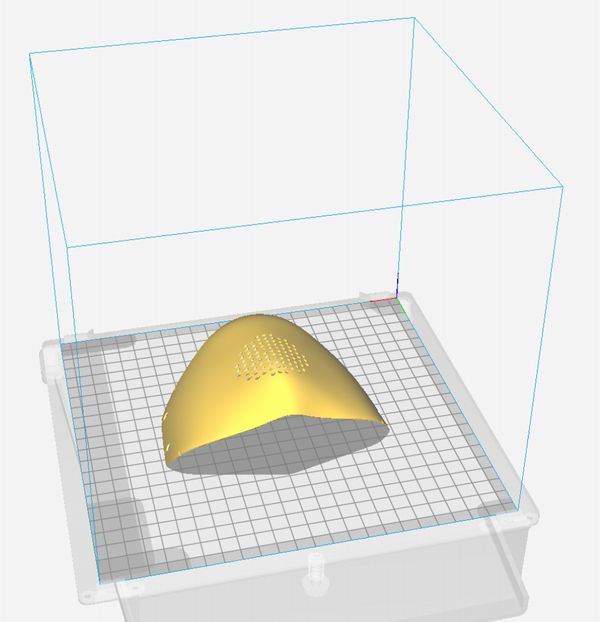
男性と女性の3Dスキャンデータからそれぞれにフィットした形を作ったらしいが性差より個人差の方が大きいだろ?
この厚みと形状だとPLAとかだと割れて終了しそう。PETGとかTPUとか柔らかいフィラメントが適してそうだけど、死ぬほどサポート材が必要な形状しているので、試す気が起きないなぁ。。。。。(^^;。光造形タイプで出力するには少しサイズがデカすぎるかも
2020.03.17

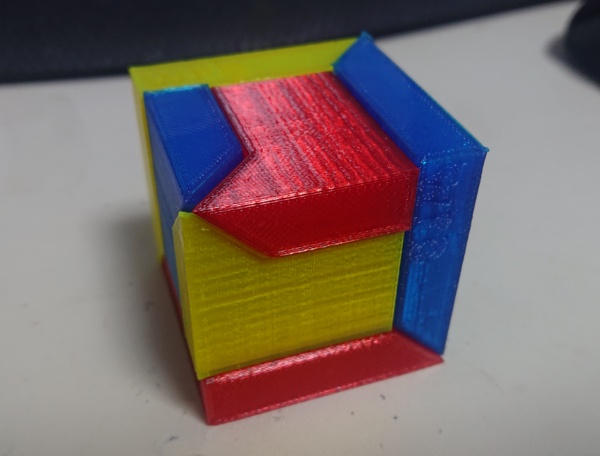
データはこれ↓
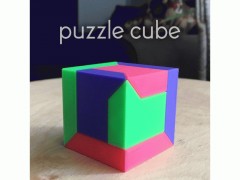
外す時も知らないとなかなか難しいけど、組み立てるのはけっこう知恵がいるぞ、うちの6歳児がコツを掴むまでにけっこうかかった。
自分で作ったやつはデータ配布元ほどピッタリハマって無いけどヤスリとかで表面を削れば良いかもしれない。
2020.03.11
3Dプリンターのステージに貼るシート、専用品は高いので窓に貼るポリエステルフィルムを貼ってみる(2020年物欲11)
新しい3Dプリンターはステージが30cm×30cmと大きく、専用シートが凄く高い(涙)。4月からムスコを高価な学童にぶちこまないといけないパパとしては少しでも節約したい。とのことで安価な窓に貼るフィルムで代用出来ないかテスト中。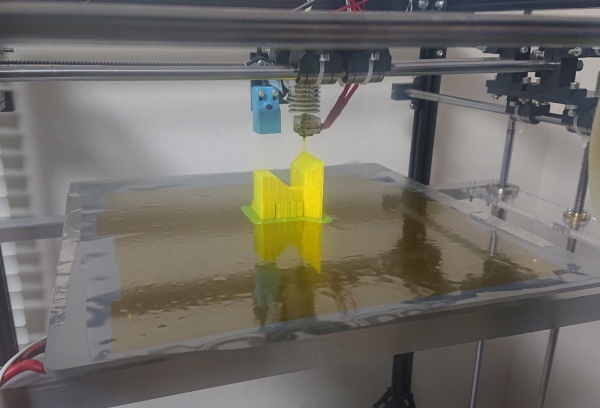
今使っている3Mの専用シートは↓3枚で5000円。1枚あたり1600円の計算。
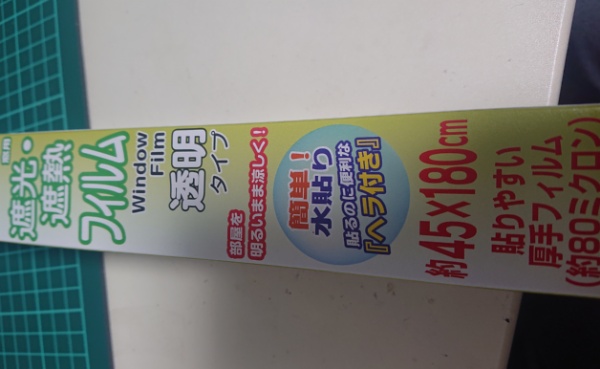
今回購入したは↓
(省略されています。全文を読む)
2020.02.26
スミソニアン博物館、所蔵品280万点を2D-3Dモデルでオンライン公開。3Dプリンターで使える.obj形式でダウンロード可能
と思ったけど3Dデータは今のところ74個しか無かった

3D Digitization | 30 users353イイネ
2020.02.10
色が徐々に変化するPLAフィラメントを使ってみた。色の変化は30グラム間隔ぐらいかな?
使用したフィラメントはこれ↓

(省略されています。全文を読む)
2020.02.10
3Dプリンタ フィラメントに合ったノズル材質の選び方
うぉ、ノズルって摩耗するのか?うちの2台目の3DプリンターもなんかZオフセットがずれてくるのはもしかしてのノズルが摩耗してるのか?ちょっと確認してみます。
ステンレスノズルも高く無いけど、真鍮製をこまめに交換すれば良いかな?
↓ステンレス製
↓ルビー製
2020.02.03
材料費1000円以下で3Dプリンターのフィラメントを連結する装置をDIY
本質としてはカプトンテープなどのポリイミドテープでぴったり1.75mmの筒を作り。両側からつなぎたいフィラメントを挿入して加熱。
フィラメントのロールを最後の1mmまで余さず使えると精神衛生上良いね!。俺は貧乏性なんで。
2020.02.02
3DプリンターのZオフセット値は開始Gコードの中で調整出来る
センサーで感知される「ステージの位置」とエクストルーダー(出力ヘッド)のZ方向の位置の差「Zオフセット」値がなぜか徐々にズレてきて、そのたびにMarlinのファーウェア中のconfigulation.h中の
#define Z_PROBE_OFFSET_FROM_EXTRUDER -x.x
で書き換えていたんだけど、Gコード中で設定可能でした。コメント欄で教えてくれた人サンキューです!
参考
良い買い物だったなー。10台ぐらい買って量産に使いたくなっちゃう人もいるんだろう。

2019.12.29
仏・3Dプリンター企業がおもちゃのパーツデザインを無料提供する取り組み
2019.11.28
3Dプリンターのヒートベッドの裏に断熱材(コルク板)を貼る

↑新しい3Dプリンターのヒートベッドの裏面。30cm×30cmの鉄板がむき出し。そうとう無駄に放熱してそう。
冬は部屋が暖かくなって良いかもだけど不経済だしねぇ。
↓使うのは部屋にころがっていたコルク板(5mm)とカプトン両面テープ。オトコの部屋には大抵ころがってるよね?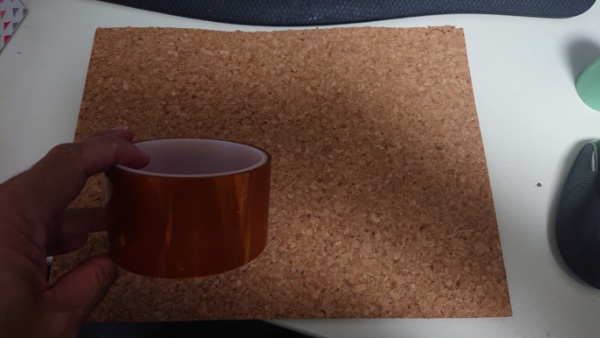
(省略されています。全文を読む)
2019.11.25
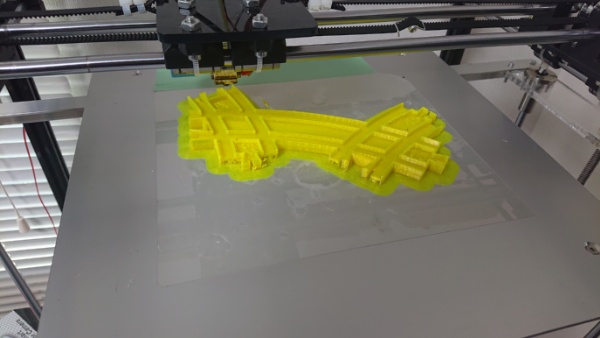
3Dプリンターによる幾何学DIYプラレール計画を再始動。個々のパーツを大きくして部品数を減らす予定

今年の春ごろまで幾何学プラレールに取り組んでいたのですが、3Dプリンター初号機が不調でプロジェクトが止まっていました。新しく購入した2号機は巨大なモデルも出力出来て、色々と工夫したら出力精度も格段に上がって良い感じ♪ということでプロジェクト再始動です。上記は取り組んでいる幾何学プラレールのコア部分の構造

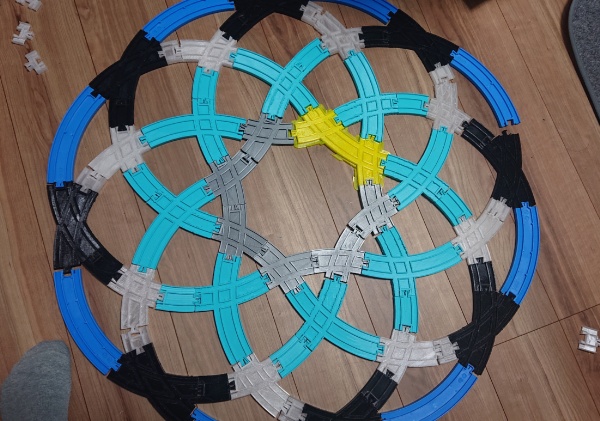
しかし、複数のパーツで出力した方が全体の歪みが連結部で吸収されて良いかもしれない。というジレンマが。。。。PETGはPLAに比べて若干フレキシブルな素材ではありますが、プラレールの横方向に弾力が期待出来るほどでは無いんだよね。ちなみに幾何学プラレールはいったん完成しているように見えますが、このままでは最外周部の交差確度が近すぎて脱線してしまう問題が解決出来てません。
↓出力しているところ。材料はPETGです。出力温度235℃。ヒートベッド80℃で出力しています。ヒートベッド温度は上げ過ぎかもしれない。
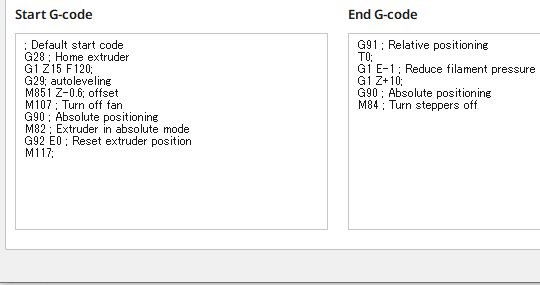
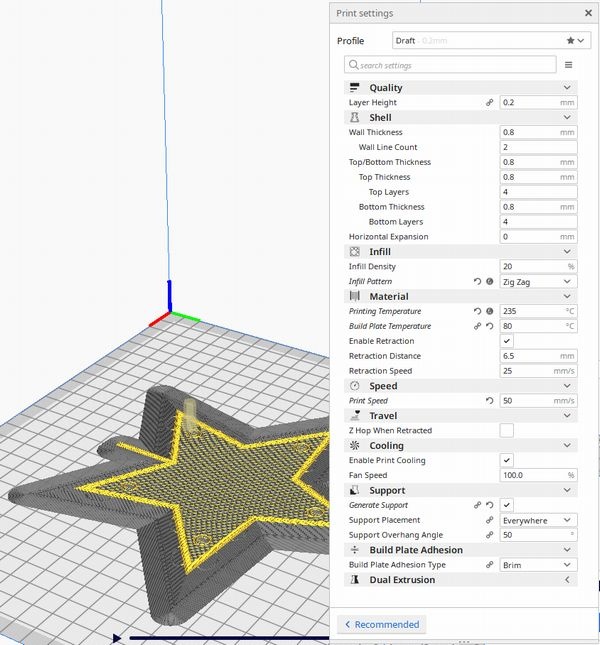
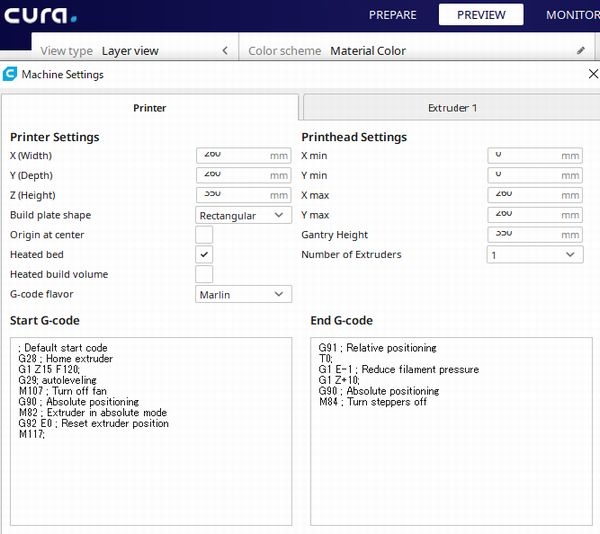
↓現在のCuraの設定と、開始&終了Gコード((以前紹介したのと変わらず)。
3Dプリンターは使う人を成長させますw。ここ1か月ほどでも様々なトラブル対応&解決が
(トラブル1)出力中にいきなり電源が落ちて二度と立ち上がらなくなりました(汗)。電源ユニットのDC出力をテスターで測定すると電圧ゼロ、どうやら電源が死んだようです。仕方ないので以前使っていた3Dプリンターの電源ユニットを取り外して付けたところ起動したのでですが、ヘッドの温度が235℃設定のところ225℃までしかあがらない。よく見ると、新しい3Dプリンターの電源は12V×30A、古い3Dプリンターの電源は12V×20Aでした。新しい3Dプリンターは巨大なヒートベッドを80℃設定で使っているのでかなりの消費電力のようです。
しかも新3Dプリンターのヒートベッドは広大面積の裏面がそのまま露出しており、かなりエコじゃないように見えます。そのうち断熱材(初号機はコルクを張っていた)でも貼り付けようかな?いらん事しない方が良いかね?冷えにくくなるってことは出力終了後にはがすまでに時間かかることになっちゃうかな?貼り付けるにしてもコルクで良いかね?電源の限界もあり、このヒートベッドが発火温度まで上がることは原理上無いとは思うけど。。。。
現在、新しい電源ユニット注文中ですが、どれも中華な安物ばかりでまた同じ事が起きそうな予感。360W以上のATX電源とか買ってきて流用した方が長持ちするかねぇ。。。。。。
新しく注文中の電源
(トラブル2)Z方向のオフセットが使っているうちに微妙にズレてくる。どういう事だ?毎回ファームウェア書き換えるのも面倒だ。誰かがG-CodeでZ方向のオフセットを変更出来るって言ってたので試してみるかね。
(トラブル3)動きが激しいので定期的にチェックしないと3軸のステップモーターのイモネジが徐々にゆるんでくる。ガチネジで固定しなきゃ。
(トラブル4)出力しているうちに3Dプリンター本体が台の上で徐々に動いてしまいます。地震対策用のゲルパットでも貼るかねぇ。
2019.10.17
3Dプリンタのベルトをバネでテンション張ったらガツンとクオリティーが上がった

右が改良前、左が改良後
(省略されています。全文を読む)
2019.10.02
3Dプリンターの終了シークエンスがおかしくて激しくステージにヘッドがぶつかってパキっと
これまではRepetier-Hostを使ってリモート印刷していましたが、スライス工程の細かい微調整が出来ないのが嫌で現在、慣れているCuraを使ってG-codeをファイル化して3Dプリンター本体のみで出力するのにトライしてます。
しかし問題が・・・・
出力自体はうまくいくのですが、出力終了後に異常動作してステージに激しくぶつかって、それでもモーターが止まらず接触センサーがパキっと折れてしまいました(涙)
幸い、アクリル樹脂で出来たパーツなのでジクロロメタンで元通り融着して直しましたが、どうも終了時の異常動作を克服出来ません。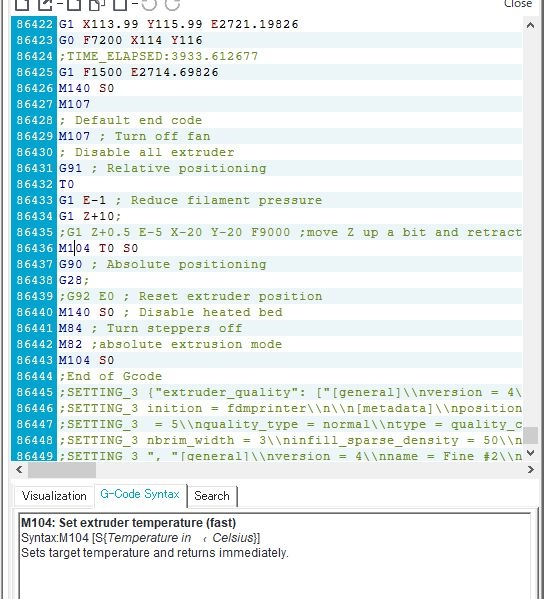
上記が終了時のシークエンス。
M140 S0
M107
------------------
M107
G91
T0
G1 E-1
G1 Z+10
M104 T0 S0
G90
G28
M140 S0
M84
------------------
M82
M104 S0
点線で囲まれた部分がEnd codeとして自分で指定した部分です。(※色々と試しているのでメチャクチャですが)、Curaにより終了時に自動でEnd codeの前にM140 S0とM107、End codeの後にM82とM104 S0が付与されるようです。
ヘッドの動きを見ているとG1 Z+10(ヘッドを少し上に上げる)、G28(ホームポジションに戻す)までは予定通りの動きに見えますが、この後になぜかヘッドがステージの中央部分にめがけてぶつかるような動きを始めてしまいます。このコードでそんな事起こらないと思うのですが・・・・・M84はヘッドを移動させるようなコマンドじゃないですよね?う〜ん。
追記
終了コードを
--------------------------
G91 ; Relative positioning
T0;
G1 E-1 ; Reduce filament pressure
G1 Z+10;
G90 ; Absolute positioning
M84 ; Turn steppers off
-------------------------
だけにしたら異常動作無くなった!前にM140 S0とM107、End codeの後にM82とM104 S0は自動付与されています。う〜んワケ分からん。
ちなみに開始コードは
------------------------
; Default start code
G28 ; Home extruder
G1 Z15 F120;
G29; autoleveling
M107 ; Turn off fan
G90 ; Absolute positioning
M82 ; Extruder in absolute mode
G92 E0 ; Reset extruder position
M117;
------------------------
で動作中。G92 E0は自動付与されているみたいだからいらないかも。
開始時の問題なんだけど、オートレベリング中におもらししたフィラメントが出力開始時にダマになって残って汚いので少しコードを改良したいところ。エクストルダーを少し巻き戻して開始すれば良いのかな?
2019.08.22
地震が怖いので3Dプリンターが落下・転倒しないように対策
2013年頃は絶賛揺れていたのに最近まったく地震が無いね。うちの3Dプリンターは震度4程度でエラいことになりそうなので対策しました。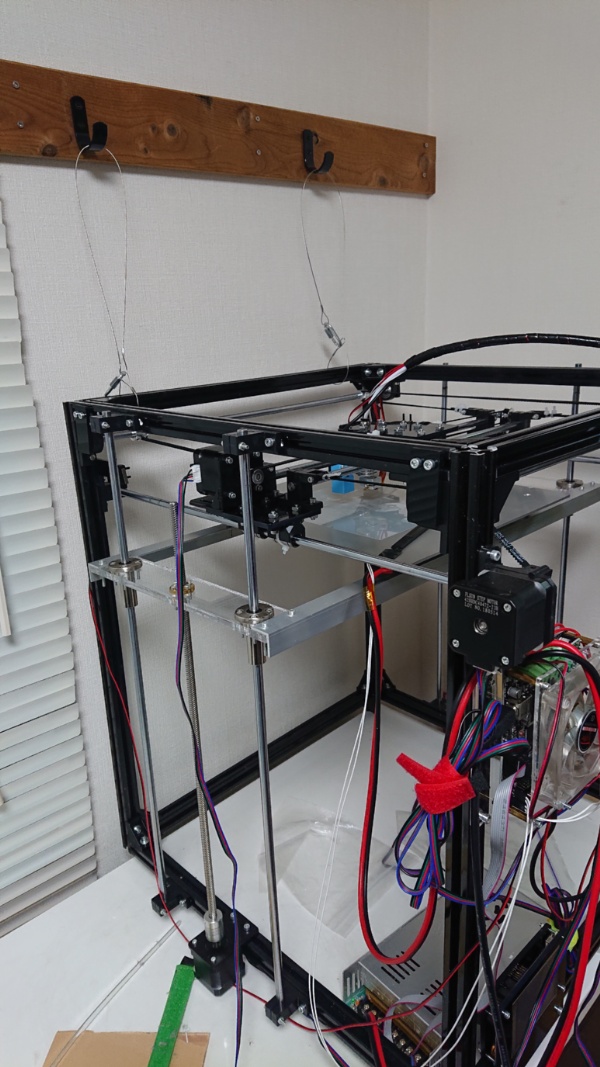
(省略されています。全文を読む)
2019.08.06
MarlinのファームウェアでZオフセット(Z_PROBE_OFFSET_FROM_EXTRUDER)をいじって微調整したら良い感じになった。スライサーは何が良いんでしょうか?
まだPLAフィラメントしか試していないけど順調に出力出来ています。最近出力したもの。
ブタの貯金箱

(省略されています。全文を読む)
2019.07.29
3Dプリンターのメインボードのファンがうるさいので大口径の静音のファンに交換
↓交換前(オリジナルのファン、4cm四方のファン×2)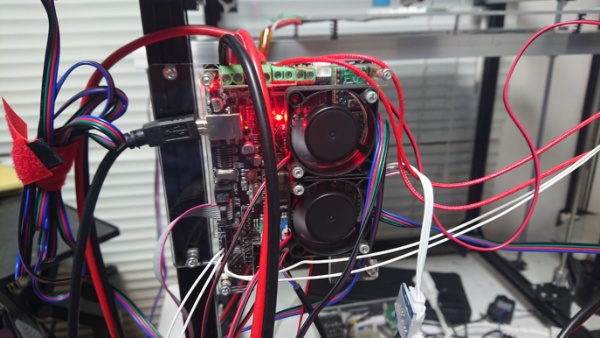
以上に高速回転する小口径ファンが2つ付いていて非常にウルサイ。
(省略されています。全文を読む)
2019.07.17
中華(Flsun)の組み立て式デュアルヘッド大型3Dプリンターで出力に成功!Arduinoのソフトの書き換えが必要だった
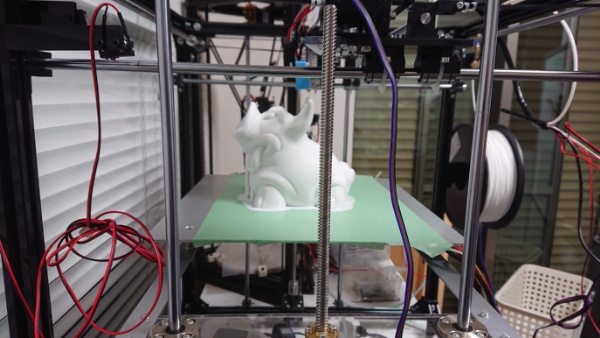
見よ!これまでは出力出来なかった巨大ブタの貯金箱を!!!(実際はこの縦横2倍サイズを出力可能)
↓前回書いてから、3か月近く経過してます。
(省略されています。全文を読む)
2019.04.26
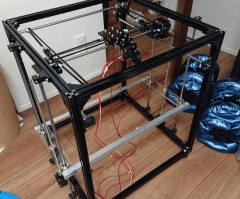
デュアルヘッドの中華3DプリンターDIYキット組み立てその5〜モーター、ヒーター動作確認と印刷ステージの位置合わせ、PCとの接続
↑設置しました。予想よりもデカい。右がこの2年使ってきたデルタ型の3Dプリンター出力サイズは最大直径15cm×25cm(底面は円状なので四角形だと12cm×12cmが限界)、左が新しく購入したXYZタイプ。出力サイズ26cm×26cm×高さ35cm。
これ、地震対策でチェーンか何かで壁か天井に固定した方が良さそうだな。。。。。本体はかなり軽いです。
あと、ケーブルのたうちまわっているので、熱で溶けたりひっかけて切れたりする前に固定しなきゃ。
↓PCにUSB-TTLのドライバをインストールして(保続のSDカードに入っていた)、Repetier-Hostってソフトを入れた後にUSBケーブルでつなぐとPCと接続出来ます。
- XYZ各モーターが動作することを確認。
- 印刷ヘッド、ヒートベッドの温度制御出来ることを確認。
- フィーダーのモーターが動かないじゃないかと色々調べていたらヘッドの温度が175℃以下では動かない構造な事が判明。ヘッドの温度を上げたら動きました。
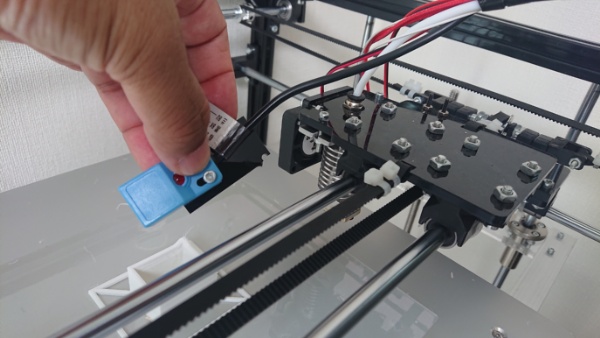
- XYのリミットスイッチが動くことを確認。Z方向の高さセンサーは非接触型の謎センサー。近接するとLEDが点灯するのでたぶん大丈夫。
次に説明書に従ってG28でホームポジションに戻した後、ヒートベッド位置の基本調整を手動で行いました。
さて次はフィラメントを通して実際に印刷出来るかやってみます。
2019.04.11
デュアルヘッドの中華3DプリンターDIYキット組み立てその4〜とりあえず完成!

↓前回の続きです。
200ページ弱のマニュアルはページが進むにつれてクオリティーの低下がよく分かります(笑)。面倒になってきた感じ、致命的なところはありませんでしたが、仕組みを考えて少し類推しないといけないところもありました。少し危ないかなと思うマニュアルの間違いとしてはメインボード上のファンをM3×25で止めろと書いてありますが、M3×25を使うとネジの先がモータードライバに当たってショートして危ない感じ。それにM3×25のネジが足りなくなります。大量に余るM3×20のネジで止めるのが正しいかと。
付属のマニュアルはエクストルーダー×1の基本構造を組み立てるためのものでした。購入したキットは数十ドル高い最上位バージョンで、エクストルーダー×2が可能で、しかもフィラメントを出力前にブレンドするタイプと、2つ別々に出力するための2種類のデュアルエクストルーダーが付属しており、マニュアルどおりに完成後もフィラメントまわりがもう1セット余っています。他にタッチパネルモデルじゃない場合のLCDディスプレイ用の固定アクリルパーツとWifiユニット、あとスペアのモータードライバらしきものが2つ余ってます。モータードライバーは消耗品扱いか????Wifiユニットはどこにつなげるんだろう??????つなげると技適坊が発狂しそうだなw。
結果として、ここまでの組み立てで足りなかった部品は結束バンドだけでした。中華のくせに優秀!
↓怖い物知らずなので、さっさと電源ユニットをつないでコンセントに刺してみると。。。。。。(※電源ユニットに220Vと110Vの選択スイッチがあるので間違えないように110Vに変更)

ふぉおおおおおおおおおお!動いた!!!!タッチパネルが点灯しそれっぽい画面が表示されています。
この後、PCとUSB接続してRepetier-Hostを使って色々と設定していくみたいです。「Debug and Print」って68ページのマニュアルがあります。
前述したように2種類のフィラメントを同時に使えるようなエクストルーダー&フィーダーまわりがまるまる1セット余っているんですが、デュアルエクストルーダー仕様に変更するための方法のマニュアルが見当たらない感じなのですが、どうやるんだ?
それにしても3Dプリンターの構造って現代の、Arduino×モータードライバ×ステップモーター×センサー×プログラムで動かすDIYを勉強するのに非常に良い教材だね。学校でくだらない座学させるより、中学生、高校生ぐらいで3Dプリンターを一台組み立てさせれば、だいたいの事は実学として分かるようになる気がする。一番安い中華キットなら1万円ぐらいからあるよね。
さて、しかし本体デカいなw。どこに置こうかな(^^;


2019.03.25
デュアルヘッドの中華3DプリンターDIYキット組み立てその3〜現在組み立て説明書110ページ/188ページ
今、こんな感じ。XYZのモーターを設置、出力ステージを載せられるところまできて、出力ヘッドも設置。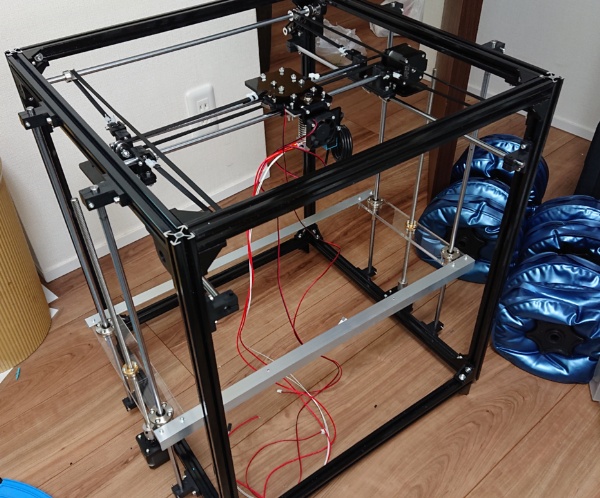
組み立てていて非常に興味深い。これはね。実用パーツを使ったレゴなんだよ。数十の基本パーツの組み合わせで出来ていて、ベルトワークと、ロッドに通すことが出来るベアリング入りの受けパーツ、駆動部はステップモーターと終端を検知するためのスイッチという組み合わせなので、パーツや工作精度はあまり必要無くなっている。この構造って2年前に買った3Dプリンターとまったく一緒だ。最近、3Dプリンターそっくりのレーザー彫刻機とか売っているけど、そのうち、センサーが増え、駆動部が増え、同じパーツを使った自動調理ロボットとか出てきても不思議は無いな。試行錯誤して初号機が出来ればすぐにでも部品を集めて販売開始出来そう。いいなーこの手の基本パーツを秋葉原とかホームセンターで売るようにならないかね?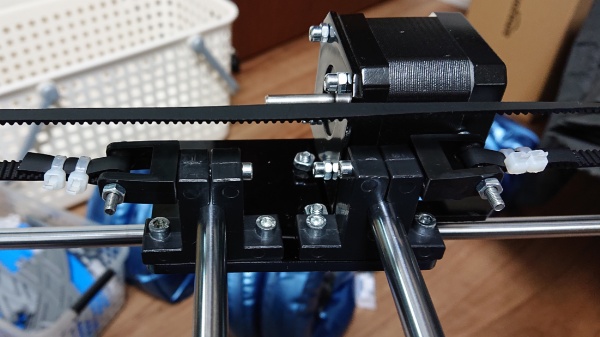
上記はXYステージの駆動部分。駆動ベルトは100円ショップにも売ってそうなプラの締め付けベルト2つで固定する方式、手抜き過ぎ。しかもぜんぜん同梱されている数が足らない(^^;。まあ困らないけどさ。。。。。
(省略されています。全文を読む)
2019.03.19
デュアルヘッドの中華3DプリンターDIYキット組み立てその2〜現在組み立て説明書62ページ/188ページ
1日10分ぐらいずつ深夜に組み立てるものの、ちょっと金属部品ぶつけて音を立てるとツマに、死ねボケ、ガキが起きるだろと罵倒される毎日orz。
これの続き↓


(省略されています。全文を読む)
2019.03.11
買っちまった!デュアルヘッド・出力範囲26cm四方の大型3Dプリンター「Flsunの2019年モデル」組み立てキット(2019年の物欲8)
いやぁ、凄まじい部品点数(汗)
これ↓Aliexpressから購入で送料無料で332.8ドルでした。

↓香港経由の航空便で来たようです。ポチっと購入ボタンを押したのが3月1日だから8日で到着したことになります。通関書類を見ると日本には3月4日には入っていたみたいです。西濃はフェデックスといいDHLといい国際的な運搬会社に愛されているのはどういうことなんだろう?

もし動作出来たらデュアルヘッドだし2色印刷や水溶性フィラメントをサポートとして使ったりと遊べるはず、また、出力床面積は26cm四方と、現在の3Dプリンターは12cm四方(※直径16cmの円形の出力範囲)が限界なので、縦横の出力大きさが2倍になりメリットは大です。ヒートベッドも100度まで設定出来るらしいし、エクストルーダーの最大設定温度も260度と書いてあり、あこがれの食洗器OKなフィラメントとか試せるはず。
送料込めて4万円以下なので最終的に動かなくても泣きながら、まあギリギリ許せるかな。「動かない」の判断までに数か月、場合によっては1年ぐらいは粘るだろうし、心の準備も出来るでしょうw
(省略されています。全文を読む)
[1・2・3・]